The Past
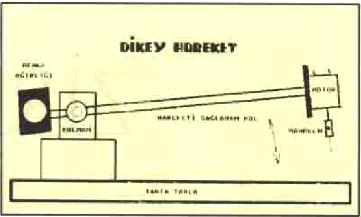
I was about 12 years old when I read an article about a “computer controlled drill station” in my favorite magazine at the time, *Bilim ve Teknik* (translated as Science and Technology) published by TUBITAK. A high school student in Istanbul designed and built a drill station that was controlled by a Commodore 64. He won an award from the magazine for this work. It was summer break and I had a Commodore 64. This looked like the perfect project to take on to improve my coding skills and build something interesting. I immediately shared this with my dad - an engineer - showing him the design, thinking we can build it together. And he immediately countered: “This drill is mounted on a rotating arm. How is it supposed to drill straight holes!?”. I had a lot to learn about how things worked in reality.
I’ve always liked all things automation even if they did not make sense at the outset. While kids my age were going to the movie theater on the weekends, me and my best friend Ali Fuat frequented the electronics components suppliers in the Ulus neighborhood of Ankara. Ali Fuat was my mentor for all things electronics (and he still is). We were spending our weekends building a variety of electronics circuitry from simple flip-flops to wireless communication transceivers using integrated circuits. My 5th grade science fair project was a robot that could move and talk (I was the one who was doing the talking through an FM transmitter behind a wall). The world of automation, electronics and computers was truly magical for me.
I found myself in the U.S. after I received the Fulbright Scholarship to pursue a Master’s degree in Industrial Engineering at Penn State. My undergraduate was very much focused on theoretical aspects of engineering (a lot of mathematical optimization) as was the case for pretty much every one who attended METU IE at the time. There were not many manufacturing jobs in Turkiye outside of the defense sector at that time and education also reflected the same reality. There was one professor, Sinan Hodja, who saw my interest and allowed me to spend time in his manufacturing lab. I found a small robotic arm in there and spent hours programming it to move things around. One of the things he told us stuck with me to this day: “Never be afraid of anything. What looks complicated and scary usually turns out to be straightforward once you spend the time to get into it. You all are smart and you can figure out anything”. I tell my kids the same now.
When I arrived at PSU IME, I was amazed by the Factory for Advanced Manufacturing Education lab (FAME). They had real machinery, robots and a foundry doing real production! I quickly developed a relationship with Dr. Richard Wysk and started doing research under his guidance. I ended up becoming one of the core research assistants for FAME and built the first website for it. As part of one of the graduate classes Dr. Wysk taught at the time, we built an entire computer-integrated manufacturing system to manufacture Nittany Lion checker pieces. At the start of this course every year, Dr. Wysk famously told his students “There are no tests, quizzes or homeworks in this class. There is one project. Everybody gets an A if you can push a button and manufacture a checker piece automatically. Everybody fails if it does not work”. We had CNC mills and lathes, robotic arms, a budget for control boards and other necessities. He taught us the necessary mathematical formalism needed to engineer such a system in a robust manner.
This was one of my favorite classes throughout my education. It was hands-on and required applying a variety of engineering disciplines to make a physical product. It required solving a myriad of problems to get everything working (who would have known one needed shielded data cables around high-power machinery).
Vipin Varkey and I spent countless hours developing the software and hardware for the manufacturing execution system, programming the machines and robots and debugging the whole thing. We got it done 2 weeks after the semester was over.
This was a foundational experience for me. It galvanized my love for engineering and building things. So, I decided to get into the industry and start applying everything I learned in school. Despite my best efforts, all well-paying jobs were in software development at the time. I decided that a good foundation in software engineering would enable me for future growth and got my first job as an applications developer.
My first project was to develop a sales quotation system for a large manufacturing company. This system was going to be deployed online to their dealer network and help them configure and quote large scale agricultural irrigation systems. I had a lot of fun developing this application and learned a ton about enterprise software development. However, I had the yearning to get back to my core expertise. One day, I realized that in the depths of the legacy configuration system, there was a section of code that dealt with calculating the amount of sheet metal needed to manufacture a certain irrigation system. I immediately saw the opportunity to apply some math and optimize the amount by minimizing cutting waste. However, my manager was not amused by my interest in this side project seeing it as a distraction.
This has become the story of most of my career. Later on, I started working as an analyst at a large retailer. I kept finding juicy optimization projects to reduce cost. Every white paper I put in front of decision makers received a response of the sort “This seems like a complicated thing to solve. Isn’t there some lower hanging fruit?”. I am now allergic to this phrase because I heard it so many times. They were right, it would have probably taken a good amount of time to solve these problems. Instead, everybody just wanted that piece of “intelligence” that led to a quick operational fix and saved millions. We had some of those and they saved a ton of money but they were not exciting to me. No engineering was needed.
During those days, I came to the conclusion that the only way I was going to be truly happy was by starting my own business. After that realization, everything I did was to enable this end goal. And the search began.
I read every book I could find about starting a business and different business ideas. I started with general startup wisdom, from there went on to researching bespoke shoes. And later to wine making and short-term vacation rentals. Finally landed on manufacturing. I don’t know why it took me so long to come back to my roots.
Well, I am not going to bore you more with what happened between the time I decided to launch a machine shop and the present day. In fact, I am saving that for later.
The Present
I got my 12 year-old enthusiasm and energy back. This time nobody was telling me “that is a hard thing to do, it will take too long, go pick the lowest hanging fruit first”. Instead, I was starting to work with a kind companion that nurtured my ideas and led me to get things done faster. An artificial know it all!
I was going back and forth with the artificial expert on the specifics of 3-phase power, phase converters and how one should wire such things to power industrial machinery. Everything was so expensive that I had to be my own electrician, plumber and many other things. I always kept in mind that mantra: “never be afraid of anything”. Every time I dug into something without fear, things eventually became more and more clear. For good measure, I called Ali Fuat and many other people I know to make sure I was not being fed a bunch of "hallucinations".
I spent 4 months designing, building and getting everything ready in the shop. And finally, on a cold and rainy December morning, a roaring forklift placed the 6,000-pound 5-axis CNC machine on the shop floor. No matter how small, industrial grade machinery is heavy. That is by design since they need to be rigid. Rigidity is one of several things necessary to enable precision machining.
A rigid and precise machine is not enough to manufacture precision components. You also need to be able to measure what you make. Otherwise, how would you know if you actually produced what is being specified and correct errors. That requires a higher degree of precision. Instead of cast iron, coordinate-measuring machines use granite blocks lapped to a high degree of flatness. The environment needs to be clean, vibration free and temperature controlled. I got all of that in place after months of research, design and building.
All the designing, building, installing, calibrating, testing, trying and playing was fun. But, it also was costing a great deal of time and money. In fact, my SCORE mentor tried to talk me out of it. I remember him saying “these are hard businesses, are you sure you don’t want to go into real estate?”. While I was listening to him, what was going through my mind was “if we all go into real estate, finance or services, who makes the physical things we depend on every day?”. I think we all know the answer to that.
Now that the shop was in place and functional, it was time to start making parts. Despite the fact that I had some theoretical knowledge, I was not a career machinist. I did not know the practicalities of machining complex parts and running a shop. Book smarts go only so far in execution. I saw that many times in my career, especially when I was working in an operations team. Scientists and engineers would design and build sophisticated systems and it would not run well on the floor. Reality had too many constraints and unexpected problems that would not neatly fit in “mathematical world models”. Only a select set of models were robust and useful. And it fell on operations people to close the gap and execute. Now I had to execute.
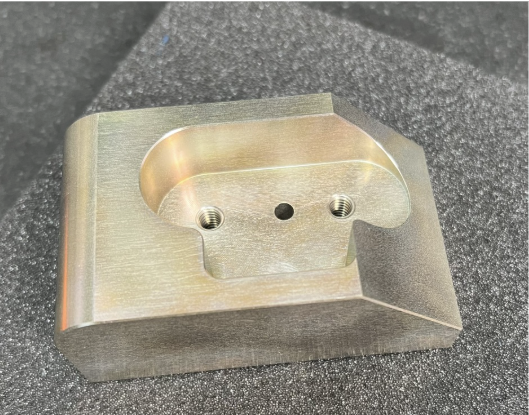
A CNC-machined part
Knowing my limits, I decided to sign up for an online marketplace to gain experience while generating some cash-flow. The good thing about being small is your overhead is low. It is relatively easier to stay cash-flow positive. On the other hand, it is easy to underestimate the amount of investment it takes to “tool up” the machinery. There are all these things that you have to have to be able to run a machine shop. Every time you need a new diameter cutting tool you also need to have a collet that can hold that tool securely and with minimal run-out. If you are going to machine using 5-axis strategies, you need longer tool holders to reach the part when it is tipped on its side. With every new job, I needed to invest in new tools. Thankfully, I expected some of this to happen and built cash reserves. And I have been investing all of my earnings back into the business to make sure I have the right tools for the jobs I was going after.
The Challenge
Machining custom parts is a very interesting challenge. No two parts are quite alike and every job is a new puzzle to solve. Through years of trial and error, career machinists build an understanding of which toolpaths to use for a certain type of feature geometry on a certain material. A seasoned machinist can take a look at a design and relatively quickly decide whether it can be made and estimate what it would take to make it. That’s why such expert machinists get paid well. They are in short supply.
For the rest of us, we have to use physics to figure things out. The problem starts with deciding whether a certain part geometry can be manufactured using a chosen manufacturing technique. For CNC machining, the most immediate concern is whether a cutting tool can reach a surface. A surface that is occluded by other surfaces can make a feature unreachable and thus unmachinable. For these types of parts, additive manufacturing (commonly known as 3D printing) has emerged as the top manufacturing technique.
All surfaces being reachable is not an adequate condition for manufacturability. The next concern is whether the tools at hand can machine the features to the specifications of the design. For instance, a hole might have a specified diameter of 1 inch. That does not mean one can machine it to the exact dimension of 1 inch. There is no such thing as an “exact dimension” in reality. This is where the physical world deviates from the controlled confines of the digital world. Usually, the design has an intent, that hole will accommodate a shaft and let’s say the shaft needs to be able to slide freely into the hole for an assembly. Hence the hole needs to be larger than the shaft by a certain amount. Knowing this intent, the designer usually specifies a “tolerance” on the sizes of the hole and the shaft so that the maximum allowed variations in the sizes of the features are controlled. For example, the hole diameter cannot be smaller than 0.995 inch and the shaft diameter cannot be larger than 0.985 inch.
The job of the machinist is to ensure the selection of the right processes, tools and parameters to achieve these tolerances. If the designer is not familiar with achievable tolerances by the manufacturing technique, they can design to tolerances that are hard or impossible to produce with a given process. Well-setup CNC drilling can achieve +/-0.005 inch size variation but reaming or boring after drilling might be necessary if less than +/-0.001 inch variation is required. Naturally, these choices have cost implications. The challenge on the manufacturing side is to be able to quickly decide which manufacturing processes are most suitable to produce a certain set of features with a certain set of specified tolerances, whether they are feasible and estimate the time/resources required.
When a design is not feasible, it is important to be able to indicate what makes it not feasible. This feedback is valuable to the designer since they can re-design the part to make it feasible. Along the same lines, one can assign cost/time to each feature of a part design to indicate which features are major cost drivers to help the designer drive cost down through better design for manufacturability.
Once a design is deemed machinable and it is priced, now begins the actual work of making it. This is when the real fun begins. The machinist now needs to actually select all of the machining processes and associated cutting tools, decide how to hold the raw material during machining, procure all necessary tools and supplies, program the CNC machine and the coordinate measuring machine before any machining is done. They need to set up cutting tools and fixtures with matching precision.
During machining, serious forces apply on the surfaces of the work material while the cutting tools shear the material away. If the work material is not rigidly held or if the tools are not structurally strong or have too much runout, this results in undesirable vibrations in the best case or flat out broken tools, distorted materials, crashes and serious damage. It is not uncommon that hundreds of newtons of force is applied on very small surfaces during machining. Even if the workholding setup is rigid, the geometry of the machined part may not be able to withstand such forces. A thin wall might deform or collapse while machining. A solid tungsten carbide tool might flex under the load or break.
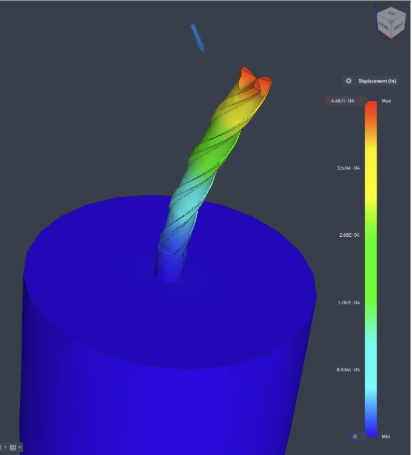 A physics-based simulation of cutting tool deflection under load
A physics-based simulation of cutting tool deflection under load
The job of the machinist is to expect these forces, have a sense of whether the materials, geometries and involved tools can handle these forces and program the toolpaths and machining parameters in a way the features are machined without excessive vibrations, deformations, breaks or crashes. This is by no means an easy job. There are good software packages that help make these choices, however, in most cases, machinists have to make so called “test cuts” to assess feasibility of toolpaths and associated parameters. All the while, they also need to get things done using as little resources as possible, usually time being the most valuable one. Complex parts can take weeks to plan and program. Most software packages do not explicitly model the physics of machining. They assume the cutting tool will go through the work material as if a hot knife goes through butter. Experience and knowledge of machinists fill the gap.
During machining, the action of cutting metal generates a lot of heat and requires lubrication. Therefore, industrial grade CNC machines utilize cutting fluids. The cutting fluid needs to be in the right amount and concentration to work effectively. Chips created during cutting need to be carried away from the cutting zone so they carry the heat away and do not get in the way of cutting. Accumulating chips and degraded cutting fluids need to be properly disposed of. Heat generated during cutting needs to be ventilated away while filtering the mist created by the spray of cutting fluid. If heat energy accumulates in the system, it needs to be accounted for since it changes the dimensions of both the machine components and the work piece due to heat-induced expansion. Furthermore, cutting tools wear out as they machine and this wear needs to be measured and compensated for.
All of these operational tasks (and many more) need to be orchestrated and executed in a coordinated manner for things to work properly. Automation of a manufacturing cell is not only about putting a robot in front of a machine to load and unload it, it is also about handling all of these tasks in a robust manner. Lack of attention to detail usually quickly results in bad parts in the best case or damage to machine components and even fires in the worst case.
Manufacturing is hard. It is not simply pushing buttons. It is messy like most physical work. Not only do you have to be willing to put up with the mess but you also have to be detail oriented, patient, have good math skills, understand and actually be able to apply a wide variety of concepts in physics, material science and engineering to solve problems. Most people with such skills simply elect to work in other areas where they can sit comfortably in an office and make a better living. The industry is facing a big shortage of skilled machinists.
At every industry conference I attended in the last 2 years, one of the hot topics is workforce development. Small and medium sized machine shop owners debate and discuss how they can attract and convince young people to come into the profession. Large scale corporations throw money at the problem but not enough to compete with so-called soft-professions for now.
The Reason
The challenge is certainly a respectable one. I have never been the one who thought “this is good enough, let’s keep doing this until we are set”. At every job I held, I always pushed myself and people around me to be better. And I respected and loved everyone who pushed me to improve. I suffered from chronic unhappiness when things were not getting better for an extended amount of time. This is a curse and a blessing.
When you walk through a trade fair or industry conference for manufacturing, you will see hundreds of companies marketing thousands of products that claim to solve most of the problems I mentioned above. One naturally thinks that it is feasible to put a set of products together and have a robust and automated manufacturing system that deals with whatever comes its way. There are a couple reasons why this is not that straightforward.
First of all, every reputable vendor wants you to use their ecosystem of products. Integration across different vendors is poor at best and non-existent in most cases. Assembling a set of products and integrating them successfully is a major undertaking even at a small scale. There are several companies that specialize in systems integration for large scale manufacturing companies. Even after you get a system working, it is usually not robust and you keep calling the integrators to fix your problems. It can get annoying quickly.
Second, in most cases, these solutions are prohibitively expensive for a small/medium size shop. Hiring a system integrator is mostly infeasible if you are not a bank. Something as seemingly straightforward as an automatic opening/closing vise to hold material during machining is a major cost component and a project. I remember spending hours discussing what type of adapter plate is needed to mount one in our machinery and how compressed air would make its way to the vise. The final bill was so large that I simply said “forget it”. It had to be custom made in Germany.
In our everyday lives, we depend on so many conveniences provided to us by machines we take for granted. A plane, a car, an elevator, a refrigerator and a sump pump are just a few examples that we do not think much about how they are made but we cannot live without. When the restaurant owner who makes the pizza you enjoy has a failure in their dough mixer, they have to replace the failed part immediately or the pie making stops. When a combine harvester stops working due to a broken part, harvest stops. These harvesters work around the clock during harvest time to get the crop out of the fields. Every minute a harvester is sitting idle causes serious trouble for the farmer. Majority of power generation cannot happen without turbines. All of this machinery is very fundamental and vital.
In today's global economy, it is easy to conclude that different parts of the world would focus and develop expertise in different industries based on their resources, economic development level and societal structure. Combined expertise and production power of humanity should be adequate to accommodate all regional needs. We can ship parts the restaurant owner and the farmer need overnight from anywhere in the world. We can power our ever-growing cloud-computing systems using turbines manufactured somewhere else in the world. And this works for the most part. Global logistics networks have grown capable enough that most parts of the world are reachable fairly quickly.
As much as we want it to be, this collectivist philosophy unfortunately does not adequately address the full reality. There are disruptions to the global supply chain as we all have experienced during the pandemic. More importantly, being the smart and survivalist creatures we are, we thrive on competition. We have the undeniable drive to be better than others. This is what fuels our evolution as species and in fact for any other species in nature.
Competition drives improvement. The pizza maker cannot make a better dough and the farmer cannot harvest the crop faster if they do not constantly invest in improving the way they do things. If the pizza maker depends on the same dough every other restaurant owner uses they are no different. Their product is a commodity and they just work at the lowest price the market determines. Those who invent their own ways of making things and improve their products to create differentiators are the drivers of additional value. People pay more for higher utility products compared to those that are commodities. The ones who hold the secret to higher utility enjoy the benefits of higher revenue. It is not in their best interest to share it with others.
Globalization is great for commodity products, but if one wants to have a differentiated product, they have to invent. They have to go from zero to one. This is an individual need and it is very regional. It requires fast experimentation and being able to keep it a secret. It requires regional partners that are capable, trustworthy and at the cutting edge. This is a natural reality that drives regional economies. This is part of the reason we have nations rather than a single world society. Competition will always be there.
This is why I think it is imperative that every regional economy needs to be able to drive its own evolution. In the software world, this comes down to having good brains. If you are building a physical product or improving the one you already have, in addition to having good brains, you have to either invest in developing your own manufacturing capabilities or you have to work with trusted regional manufacturing partners. Companies that make some of the best products in the world developed their own manufacturing capabilities and invented new ways of making things that are kept secret. This is a great vision to have. However, if you are getting started or if you are small, it is usually not immediately feasible. It simply makes more sense to work with a capable partner until you get to a scale at which you can support such an investment.
This is my case for investing in regional manufacturing expertise and capabilities. I am proud to be able to play a role that helps others innovate and differentiate their products and themselves. I believe the world is at an inflection point where advancements in technology are democratizing the power to innovate. We see more and more individual inventors emerging and competing against large corporations. As mathematician Ken Ono recently said, knowledge is mostly free now thanks to the great librarians we have. Combining this with the ability to “build physical things fast" will drive a great new set of products and wealth. Not just for the large enterprises but for the aspiring inventor working in their garage.
It is a great time to be alive and building things!